






新闻资讯
News And Information
滚筒包胶插片如何安装?
2025-06-23
滚筒包胶插片安装方式如下:
1.根据配套方案推荐的包胶插片数量,在毛坯驱动滚筒外圆圆周上作均分,画相同数量的均分线,均分线应与驱动滚筒轴线平行,以便确定包胶插片的安装位置。(见图一)
2.将配套的压条焊接或螺钉紧固在驱动滚筒外圆的均分线位置,所有压条的同一侧面轮廓与毛坯上的均分线平行对齐。如配套是单边压条,则先根据均分线紧固一半数量的单边压条 (见图二、图三、图四)。
3.如配套是双边压条,则将头轮包胶插片从头轮侧面依次逐一插入已紧固好的压条中。插入插片时,应检查已紧固的压条与驱动滚筒间的空隙能满足插片插入,如间隙偏小,可适当修整插片上钢板的宽度,如需要 可同时用工具适当撑大已紧固压条与驱动滚筒圆周上间隙,以满足插片插入时不会因受力过大,造成影响使用的变形。 (见图五、图六)
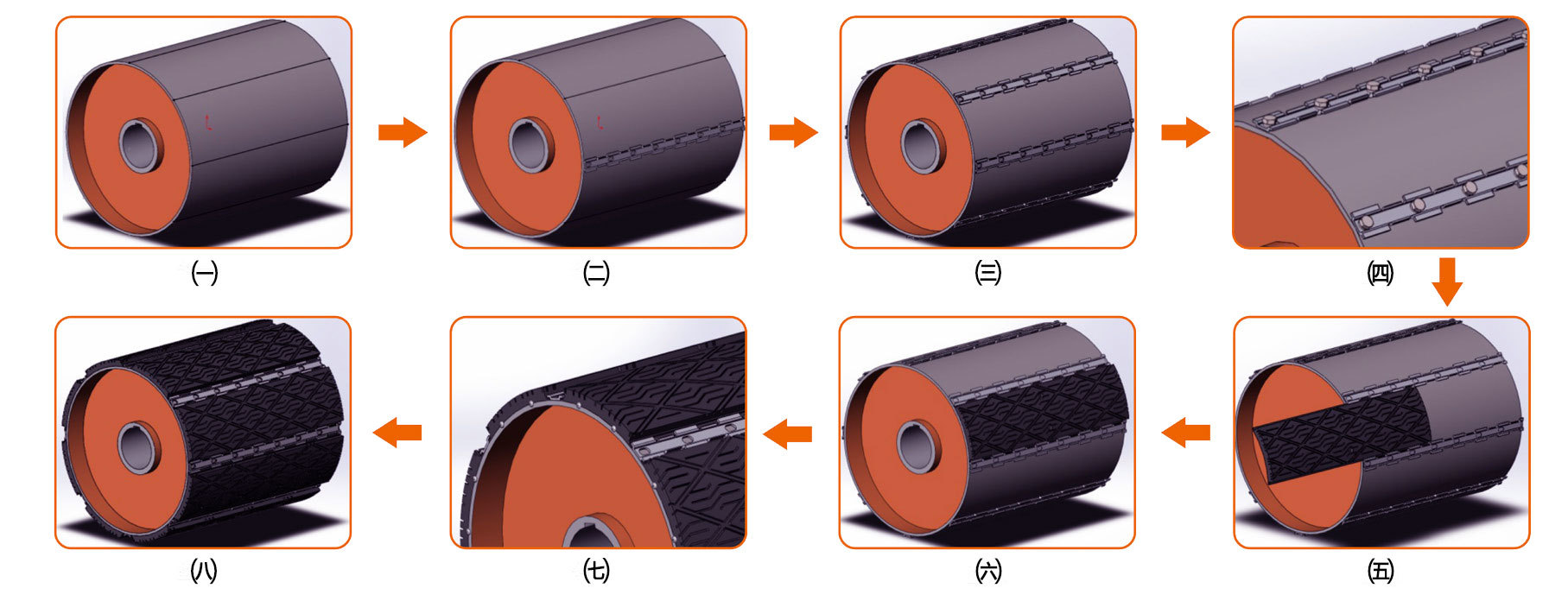
4.如配套方案为单边压条,在头轮包胶插片插入已安装在均分线位置的第一根单边压条压脚后,用未紧固的另一根单边压条压住插片金属边的另一侧,用适当夹具(如大力夹钳)将未紧固的单边压条与驱动滚筒夹 紧,调整未紧固的单边压条与已另一侧已紧固的压条平行度后,定位焊接或螺钉紧固。完成第一组包胶插片的安装后,再从第二个均分线位置开始安装第二组包胶插片及压条,以此类推,直到所有单边压条焊接 固定或螺钉紧固在驱动滚筒上。
5.插片全部插入已紧固的压条后,检查调整插片两侧与压条的间隙一致后,在确保安全的情况下,在每片插片两端外的滚筒两端各焊接两个突出插片金属底板的固定点,以限制包胶插片轴向移动(见图七),最后清 理所有焊接位置并刷防锈油漆,安成安装(见图八)。
6.维修更换:去除驱动滚筒两端焊接的包胶插片固定点(见图七),如有需要适当撑大压条与驱动滚筒圆周上的间隙,抽出需更换的包胶插片,插入新的包胶插片并按以上第5条方法重新固定安装(见图七),完成更换(见图八)。
上一页:
实时资讯
2025-07-23
2025-07-16
2025-07-13
2025-07-05
2025-06-30
2025-06-29
2025-06-23
2025-06-23
2025-06-22
2025-06-22

郑州粘接新材料有限公司
地址:新郑市薛店镇中德产业园18栋
电话:0371-66631118 15638126963
邮箱:rmconveyor@aliyun.com
免责声明:本站部分素材来源于网络,如有侵权请联系我们,我们马上删除,谢谢。